-
2025年6月,海文自控与业主正式签署GDS可燃与有毒气体监测系统和SIS安全仪表系统新建项目合作协议。
-
2025年4月,海文自控与山东某氯化工企业正式签署氯化工艺DCS自控系统和SIS安全仪表系统升级项目合作协议。
-
2025年3月,海文自控与江西某建材行业领军企业正式签署速凝剂车间智能化生产体系建设项目战略协议。
-
2025年1月,海文自控与山东某氯化工企业正式签署氯化工艺全流程自控系统升级项目合作协议。

一、什么是PLC ?
可编程序控制器(Programmable Logic Controller)简称PLC,是以微处理器为基础,综合了计算机技术、自动控制技术和通讯技术而发展起来的一种新型、通用的自动控制装置。
可编程逻辑控制器PLC(Programmable Logic Controller )通常作为成套设备的控制方案,他们的特点往往是不要求很多的模拟量控制,对数字量控制极为有效、方便、可靠、经济。通常做为DCS的子站点,便于监视。
PLC是为了替代继电器控制而生,继电器控制即用弱电信号控制强电信号。其故障查找与排除非常困难、改造工期长、费用高。美国通用汽车公司(GM)为了适应汽车型号不断更新的需要,提出了十条技术指标在社会公开招标,制造一种新型的工业控制装置,首先提出可编程序控制器。1969年,美国数据设备公司(DEC)研制成功。并在GM公司汽车生产线上首次应用成功。


二、PLC现状
目前,PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保及文化娱乐等各个行业,使用情况主要分为如下几类:
开关量逻辑控制:取代传统的继电器电路,实现逻辑控制、顺序控制,既可用于单台设备的控制,也可用于多机群控及自动化流水线。如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、电镀流水线等。
工业过程控制:在工业生产过程当中,存在一些如温度、压力、流量、液位和速度等连续变化的量(即模拟量),PLC采用相应的A/D和D/A转换模块及各种各样的控制算法程序来处理模拟量,完成闭环控制。PID调节是一般闭环控制系统中用得较多的一种调节方法。过程控制在冶金、化工、热处理、锅炉控制等场合有非常广泛的应用。
运动控制:PLC可以用于圆周运动或直线运动的控制。一般使用专用的运动控制模块,如可驱动步进电机或伺服电机的单轴或多轴位置控制模块,广泛用于各种机械、机床、机器人、电梯等场合。
数据处理:PLC具有数学运算(含矩阵运算、函数运算、逻辑运算)、数据传送、数据转换、排序、查表、位操作等功能,可以完成数据的采集、分析及处理。数据处理一般用于如造纸、冶金、食品工业中的一些小型控制系统。
三、PLC发展趋势
随着PLC应用领域日益扩大,PLC技术及其产品结构都在不断改进,功能日益强大,性价比越来越高。
在产品规模方面,向两极发展。一方面,大力发展速度更快、性价比更高的小型和超小型PLC。以适应单机及小型自动控制的需要。另一方面,向高速度、大容量、技术完善的大型PLC方向发展。随着复杂系统控制的要求越来越高和微处理器与计算机技术的不断发展,人们对PLC的信息处理速度要求也越来越高,要求用户存储器容量也越来越大。
向通信网络化发展。PLC网络控制是当前控制系统和PLC技术发展的潮流。PLC与PLC之间的联网通信、PLC与上位计算机、PLC与DCS的联网通信已得到广泛应用。相当多的小中型控制系统都采用上位计算机加可编程序控制器的方案,通过串行通信接口或网络通信模块,实现上位计算机与可编程序控制器交换数据信息。组态软件引发的上位计算机编程革命,很容易实现两者的通信,降低了系统集成的难度,节约了大量的设计时间。
向模块化、智能化发展。为满足工业自动化各种控制系统的需要,近年来,PLC厂家先后开发了不少新器件和模块,如智能I/O模块、温度控制模块和专门用于检测PLC外部故障的专用智能模块等,这些模块的开发和应用不仅增强了功能,扩展了PLC的应用范围,提高了系统的可靠性。智能I/O模块本身就是一个小的微型计算机系统,有很强的信息处理能力和控制功能,有的模块甚至可以自成系统,单独工作。它们可以完成可编程序控制器的主CPU难以兼顾的功能,提高了可编程序控制器的适应性和可靠性。编程语言和编程工具的多样化和标准化。多种编程语言的并存、互补与发展是PLC软件进步的一种趋势。 PLC厂家在使硬件及编程工具换代频繁、丰富多样、功能提高的同时,日益向制造自动化协议靠拢,使PLC的基本部件,包括输入输出模块、通信协议、编程语言和编程工具等方面的技术规范化和标准化。
四、PLC控制系统应用实例
离子交换工艺控制(可接成套设备+管道+仪表+系统)------除去原料液中的钙、镁离子项目(项目所在地---伊朗)
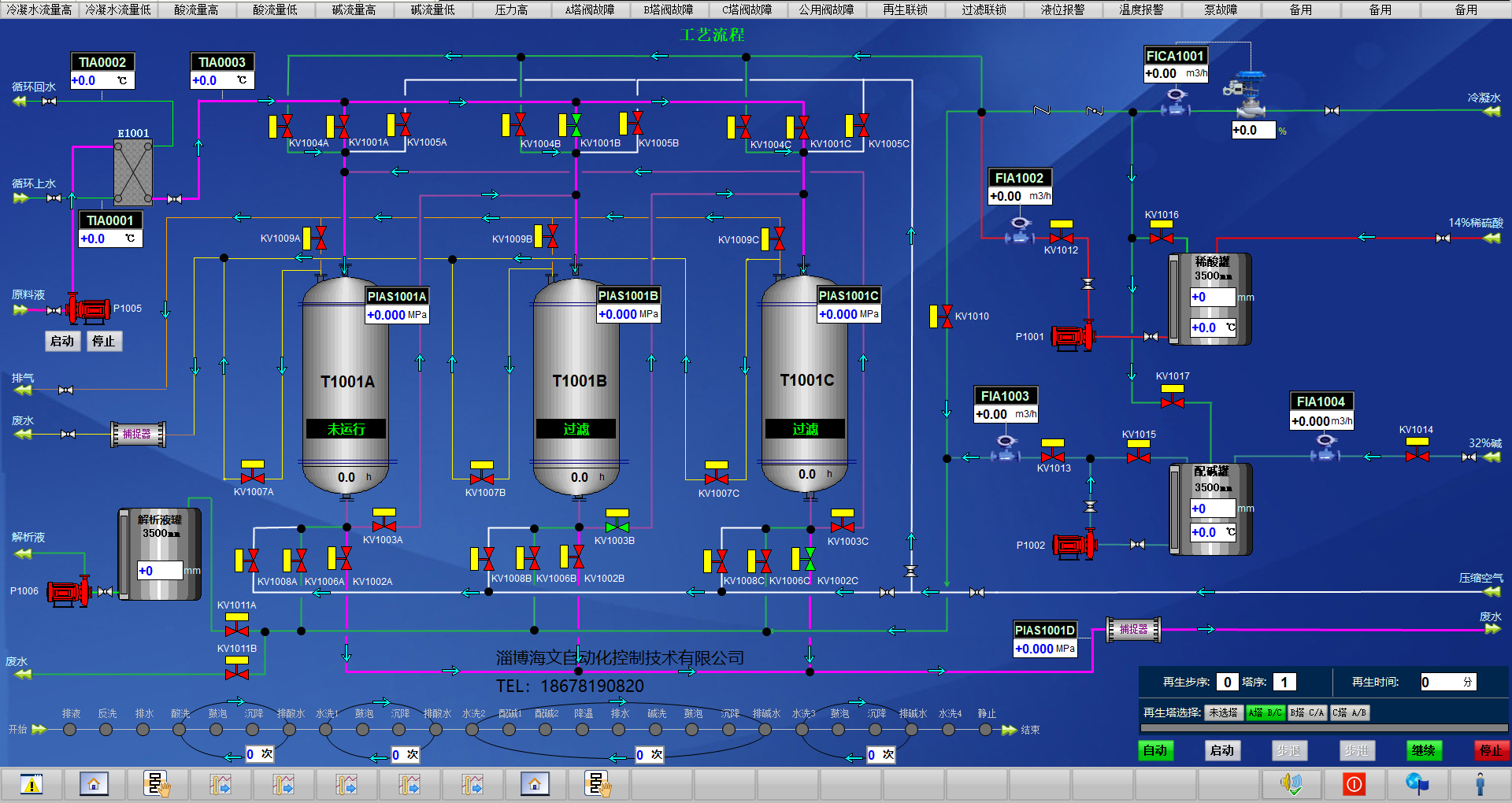
在氯碱行业中,盐水中的钙、镁离子和其它多价金属离子对膜电解工艺的破坏性很大。通常在一次盐水精制中这些多价金属离子通过化学处理和沉淀能够除掉到一定程度。为了膜电解的稳定,需要通过离子交换树脂进行二次盐水精制。本方案采用西门子300 PLC+西门子TP1500触摸屏组合实现所有工艺参数的监视与控制。工艺流程图如下:
树脂塔再生与切塔的控制完全由PLC自动完成,电脑可以实现对工艺运行数据的监测与参数修改。具体功能如下:
监视并记录所有工艺运行数据,以历史曲线的形式查阅。如流量、压力、程控阀门开关状态等;
完善的报警显示记录功能。包含流量计过高过低、压力过高、及程控阀门故障报警;
根据工艺需要修改相关工艺参数。如修改各个再生步骤的纯水流量大小,各步再生时间设定,参数的报警值设定,联锁值设定等;
拥有“防止误操作”功能,最大限度减少误操作对系统运行的影响;
失电后自动恢复上电前运行状态功能;
自动手动无扰切换功能;
运行系统再生过程拥有暂停-继续功能;
运行系统包含步进、步退功能;
运行系统具有无扰切塔功能;
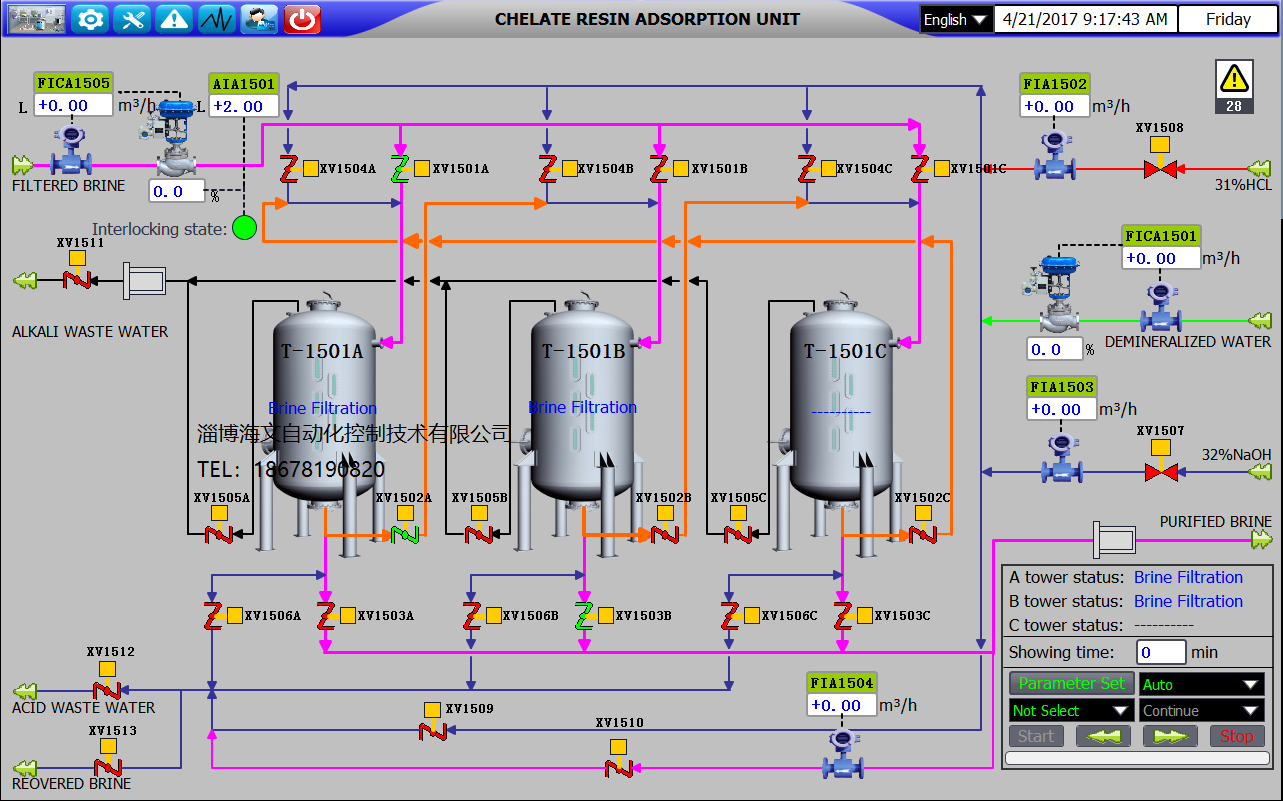
系统结构图如下:
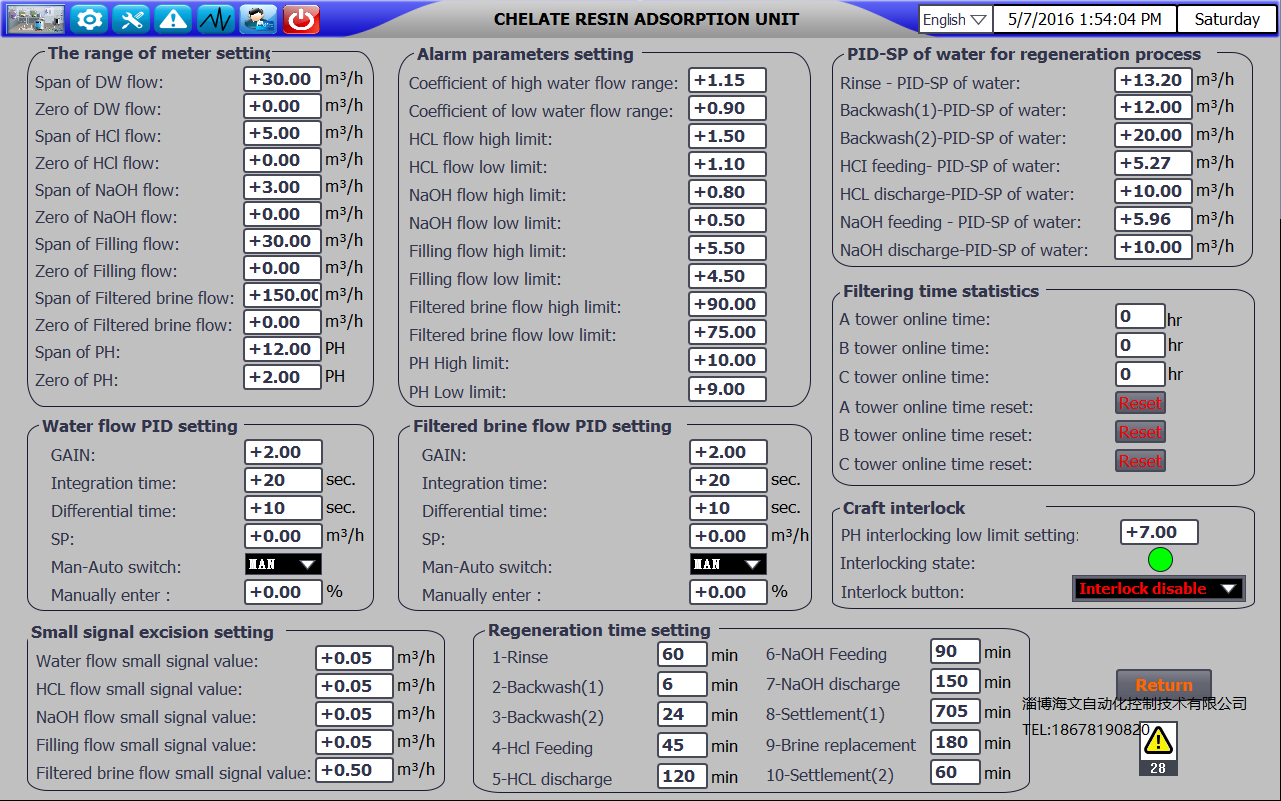
工艺参数设置图如下:
现场设备安装图如下:

现场控制柜如下:



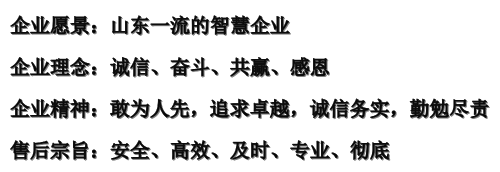
电脑上的监控画面如下: